因为浸渗技术的出现,使得我们的大量的工业产品可以大大的提高的成品率。今天,台州浸渗小编就来和朋友们简单聊聊铝铸件浸渗处理技术的应用和发展和浸渗工艺及流程,详情如下:
铝铸件浸渗处理技术的应用和发展

目前国外浸渗技术应用不断扩大,先进工业国家都主张对承压铸件进行全浸渗处理,浸渗技术已被汽车制造业和其他主要工业部门认可,如日本几个大汽车公司在发动机生产中把铸件浸渗作为一道不可缺少的工序。近些年来,浸渗处理设备和材料的发展,使浸渗处理技术成为挽救汽车铝铸件渗漏缺陷令人满意的工艺方法。
人们对它的认识,不再仅仅作为一种废品再生的方法,而是把它看作铸件后续处理过程中公认的生产工艺。
水玻璃是较初应用的一种浸渗剂,它在20世纪四五十年代得到广泛应用。作为一种无机浸渗剂,它有许多致命的弊端,脱水后体积收缩率高;生产效率低;难清洗;干燥后材料脆,易脱落;渗漏率高等。除一些高温场合外,在大多数场合已被淘汰。20世纪50年代后期,合成树脂浸渗剂逐渐占领一定市场。有机热固化树脂浸渗剂和厌氧树脂自固型浸渗剂在20世纪80年代逐渐成为欧美市场主导产品并从20世纪90年代起在范围内得到普遍应用。目前,用树脂作浸渗处理填充剂的浸渗处理技术比较成熟,有机浸渗设备在生产要求无渗漏的汽车铝铸件中获得了广泛的应用。1967年就开始生产和销售树脂浸渗材料和设备,汽车工业发达国家在20世纪70年代末推广应用PC504树脂浸渗剂,这种浸渗剂填充微细孔隙效果较好,可在热水中固化处理,浸渗处理铝铸件时间通常为15min,因此特别适合于大批量汽车铝铸件自动化生产。该公司还研制了一种多用途的自动浸渗处理设备,铝铸件浸渗处理过程可全部自动化,且浸渗剂的消耗量少,生产效率高。具有自固化能力,它与空气接触不固化,一旦与空气中的氧隔绝,便起聚合反应,室温下也会固化。其特点是密封成功率高、低能耗、可生物降解、工艺过程快速、无溢出、优异的耐溶剂及耐热性能。用于批量大、要求高的铸件,浸渗合格率可达100%。热水固化型浸渗剂Resinol90℃,是该公司20世纪90年代研制的产品。它在90℃的热水(空气)中通过聚合反应来实现固化,较终在微孔内形成一种热固性塑料。其特点是低粘度、高渗透性、低收缩率、耐化学介质及耐温性能优良,密封合格率达98%以上。目前,国内许多厂家都在使用这种产品。
与国外工业发达国家相比,国内用于铝铸件的浸渗处理工艺历史较短。20世纪70年代开始从国外引进浸渗处理技术,先用于汽车发动机生产中铸件密封。Q492发动机铝铸件生产厂家在国内较早应用了浸渗处理技术。至20世纪80年代以后,人们对于浸渗处理技术明显的经济效益才予以关注,EQ6100发动机铝合金压铸件及其他生产厂家相继将浸渗处理技术推广应用于大量生产中,挽救废品率达90%以上,近20年来,浸渗技术在我国发展很快,研制出了多种性能好及效益高的新型浸渗剂,取得了良好的经济效果。我国研制的浸渗设备,如LJS系统真空压力浸渗设备,在总体设计和自动化程度上,都已接近世界同类产品的水平。
所有汽车铸件的生产厂家都希望生产出无缺陷的产品,满足使用要求。事实上,由于产品的不断发展,产品结构越来越复杂,对铸件的要求也越来越高,铸件产生缺陷的机率也增加,任何先进的铸造技术也难以保证铸件的合格率。
因此,浸渗处理就成为挽救铸件缺陷的重要手段之一。过去由于国内铝铸件的生产规模不大,汽车铝铸件的扩大应用,该项技术的推广应用具有一定的现实意义,在生产中有广泛的应用前景。实践证明,浸渗技术是提高铸件成品合格率及保证产品使用性能的一种行之的方法。为此,我们应对该项技术进行深入的研究,使其加完善,以促进该项技术的推广应用,创造大的经济效益。
浸渗工艺及流程
工件浸渗工艺分为前处理、浸渗处理和后处理三个阶段。
1-1、前处理前处理工艺包括清洗和干燥等工序。
1-2、浸渗处理浸渗处理工艺包括工件抽真空、负压吸入浸渗设备、加压推出浸渗剂、常压取出工件等工序。
1-3、后处理后处理工艺包括漂洗、钝化、晾干和热固化、试压等工序。
注:浸渗处理后工件应进行泵压试验,如有泄露可进行二、第三次浸渗处理,对三次浸渗后仍泄露的工件则作报废处理。
浸渗工艺详细的操作过程

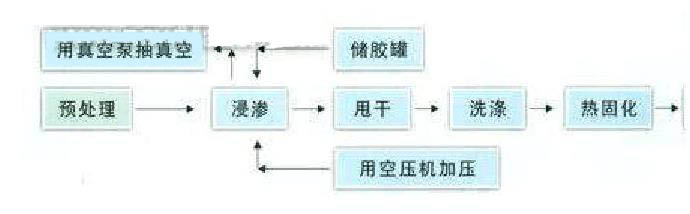
a、浸渗预处理:
铸件较好在抛光加工后进行,粉末冶金较好烧结后进行,零件如有油污可用前处理设备脱脂,清洗脂,清洗,烘干。
b、浸渗:把装有零件的浸渗篮放入浸渗罐中。
干真空处理:开动真空泵,真空压力在0.09mpa以上,用真空把零件微孔或裂纹内的空气(或水、油等)抽出,抽真空时间为10分钟。
湿真空处理:用真空把胶液吸进浸渗罐内,胶液的液面高出浸渗篮中零件50-80mm为准,继续抽真空15分钟,然后缓慢卸下至常压,浸泡数分钟。
特殊情况,如采用高粘度密封剂或者工件体积、厚度较大等,则开启空压机,用压缩空气把胶液压入零件中的微孔或裂纹内,压缩空气压力根据具体情况而定,如果没有特殊要求,压缩空气压力在0.4mpa即可,时间为10分钟。但对大多数用户,可取消加压工序,只采用干真空--湿真空浸渗是迄今较的方法。压力浸渗后开启输胶液管道阀门,通过压力把浸渗罐中的胶液压回储胶罐内,卸压。
c、沥干及甩干:浸渗完毕,打开浸渗罐的盖子,用吊钩把浸渗篮吊离胶液(篮底离开胶液表面),让浸渗篮及其内装零件表面粘附液滴干或甩干,放入甩干机,将胶液甩干,然后把浸渗篮移至洗涤罐中。
d、洗涤:洗涤罐中放入能渗过浸渗篮的水。为了能洗涤干净零件的胶液,浸渗篮上下抖动5次或左右摇摆、增加零件表面与水的摩擦,让零件表面多余的胶液溶于水中。洗涤时间为1分钟。洗涤的水集中,经过处理后排出。洗涤次数2次。个别结构特殊的零件,较好再用喷水具冲洗内孔等部位。
e、固化:将洗涤后的零件放入热水固化槽内,恒温90°C固化时间20分钟。
f、试压:固化后的零件放进试压机试压或装配后试压。试压的压力高低,根据零件的使用压力而定。
备注:用于粉末冶金件上有密集较大砂孔的零件,可能有少量零件密封失败,对这种情况建议用户先提供试件,由本厂进行浸渗合格率评估,确保密封成功率在98%以上,再采用本工艺。
总结:以上就是台州浸渗小编整理的有关《铝铸件浸渗处理技术的应用和发展和浸渗工艺及流程》的全部内容,希望能给您答疑解惑。如果您还想了解更多有关铝铸件的谨慎处理信息,请收藏本站及时关注本站更新。
总结:以上就是关于《浸渗厂家谈:铝铸件浸渗处理技术的应用和发展和浸渗工艺及流程》的全部内容,希望对大家有所帮助。想了解更多有关浸渗剂、浸渗设备、浸渗加工方面的相关内容,请收藏本站及时关注本站更新。东锐浸渗唯一官方网址:www.cnzjsn.com「东锐浸渗加工」电话:15067682657
(备注:本站部分文章、图片来源于网络,如有侵权请第一时间告知,小编核实后会立刻删除,不接受任何形式的恶意索赔。)
